
ຜະລິດຕະພັນ


SUS304/ Teflon Coating Concentric Reducer
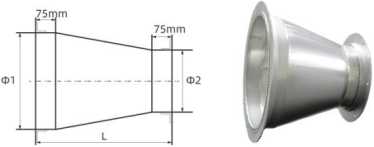

| ມາດຕາທີ. | ເສັ້ນຜ່າສູນກາງ (ມມ) | ເສັ້ນຜ່າສູນກາງ (ມມ) | ຄວາມຍາວ (ມມ) | ຄວາມຫນາ (ມມ) |
| RE-0100 | 100 |
|
| 0.8 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0150 | 150 |
|
| 0.8 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0200 | 200 |
|
| 0.8 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0250 | 250 |
|
| 0.8 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0300 | 300 |
|
| 0.8 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0350 | 350 |
|
| 0.8 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0400 | 400 |
|
| 1.0 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-0450 | 450 |
|
| 1.0 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-0500 | 500 |
|
| 1.0 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-0550 | 550 |
|
| 1.0 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-0600 | 600 |
|
| 1.0 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-0650 | 650 |
|
| 1.0 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-0700 | 700 |
|
| 1.2 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0750 | 750 |
|
| 1.2 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0800 | 800 |
| La01-O>2+150 | 1.2 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0850 | 850 | <01 | or | 1.2 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0900 | 900 | ນ້ອຍກວ່າ ① 1 | ປັບແຕ່ງຕາມຄວາມຕ້ອງການຂອງລູກຄ້າ | 1.2 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-0950 | 950 |
| ການຮ້ອງຂໍຂອງລູກຄ້າ | 1.2 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-1000 | 1000 |
|
| 1.5 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-1100 | 1100 |
|
| 1.5 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-1200 | 1200 |
|
| 1.5 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-1300 | 1300 |
|
| 1.5 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-1400 | 1400 |
|
| 1.5 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-1500 | 1500 |
|
| 1.5 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-1600 | 1600 |
|
| 1.5 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-1700 | 1700 |
|
| 2.0 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-1800 | 1800 |
|
| 2.0 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-1900 | 1900 |
|
| 2.0 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-2000 | 2000 |
|
| 2.0 (ຫຼືການຮ້ອງຂໍຂອງລູກຄ້າ) |
| RE-2500 | 2500 |
|
| 2.5 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-3000 | 3000 |
|
| 2.5 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
| RE-3600 | 3600 |
|
| 2.5 (ຫຼືຄໍາຮ້ອງສະຫມັກຂອງລູກຄ້າ) |
ຫມາຍເຫດ:
ເສັ້ນຜ່າສູນກາງທໍ່ຫຼາຍກວ່າ 2000mm ສາມາດໃຊ້ໄດ້ຕາມຄໍາຮ້ອງຂໍ.
ຄວາມຫນາຂອງທໍ່ແມ່ນສ້າງຂຶ້ນໃນ SMACNA "ມາດຕະຖານການກໍ່ສ້າງທໍ່ອຸດສາຫະກໍາໄດ້ຕະຫຼອດ ** ຫ້ອງຮຽນ 1 ແລະ 5 ຢູ່ທີ່ຄວາມກົດດັນ -2500Pa (-10 in.wg). ແລະມັນຍັງສາມາດປ່ຽນແປງໄດ້ຕາມຄໍາຮ້ອງຂໍຂອງລູກຄ້າ.
1. ພາກສ່ວນຂອງທໍ່ອາກາດທີ່ຈະທາສີ (ລວມທັງຫນ້າແປນພາຍໃນທໍ່) ຕ້ອງໄດ້ຮັບການ sandblasted, roughness ຂອງ sandblasting ຕ້ອງຕອບສະຫນອງຄວາມຫຍາບຂອງ 3.0 G / S76, 40μmຫຼືຫຼາຍກວ່ານັ້ນ, ແລະອະນຸພາກດິນຊາຍທີ່ຕົກຄ້າງແລະຝຸ່ນໂລຫະພາຍນອກ. ທໍ່ຕ້ອງໄດ້ຮັບການໂຍກຍ້າຍອອກຫຼັງຈາກ sandblasting.ຢືນຢັນວ່າພື້ນຜິວຂອງທໍ່ workpiece ແມ່ນສະອາດແລະ workpiece ແມ່ນປົກຫຸ້ມດ້ວຍແຜ່ນອາລູມິນຽມ.
2. ດຶງອຸປະກອນທໍ່ເຂົ້າໄປໃນຫ້ອງເຄືອບ, ເລີ່ມສີ, ສີດດ້ວຍເຄື່ອງເຄືອບຝຸ່ນ electrostatic ແລະທໍ່ປືນສີດຂະຫຍາຍ, ປັບເວລາ sintering ປານກາງຕາມລັກສະນະຂອງວັດຖຸດິບສໍາລັບ 15 ~ 20 ນາທີ, ແລະລະດັບອຸນຫະພູມ sintering ແມ່ນ. 285°~300°C.
3.100% ການກວດສອບຄຸນນະພາບທັງຫມົດ (ການຊອກຄົ້ນຫາຄວາມຫນາຂອງຟິມ, ການກວດສອບ pinhole), ມີເຄື່ອງທົດສອບຄວາມຫນາຂອງຟິມເພື່ອກວດຫາຄວາມຫນາຂອງຮູບເງົາເຄືອບ.ຄວາມຫນາຂອງຮູບເງົາແມ່ນ 260 ± 30 μm.ເຄື່ອງກວດຈັບເຂັມຖືກໃຊ້ເພື່ອກວດຫາວ່າການເຄືອບມີຮູເຈາະຫຼືບໍ່.ປັບແຮງດັນການກວດພົບມາດຕະຖານເປັນ 2.5KV, ຖ້າມີເຂັມທີ່ຕ້ອງໄດ້ຮັບການສ້ອມແປງຫຼືເຮັດໃຫມ່.ຄວາມຫນາຂອງຮູບເງົາແລະ pinhole ຜົນການທົດສອບຫຼັງຈາກການກວດສອບຄຸນນະພາບຄວນໄດ້ຮັບການບັນທຶກໄວ້ໃນ "ແບບຟອມການກວດກາຄຸນນະພາບ Duct Coatung".
4.Duct ເສັ້ນຜ່າກາງໃນໄລຍະ 2000mm ສາມາດໃຊ້ໄດ້ຕາມຄໍາຮ້ອງຂໍ.ຄວາມຫນາຂອງທໍ່ແມ່ນສ້າງຂຶ້ນໃນ SMACNA.ແລະມັນຍັງສາມາດປ່ຽນແປງໄດ້ຕາມຄໍາຮ້ອງຂໍຂອງລູກຄ້າ.









